導(dǎo)語:全移動高配絎縫機(jī)控制器操作說明(二)
全移動高配電腦絎縫機(jī),這些功能您會使用到嗎?關(guān)于花型的載入與刪除應(yīng)該這樣操作�。下面開始今天我們就來鼎諾小課堂:全移動高配絎縫機(jī)的操作說明(2)��。
花型載入功能(自定義花型載入)
當(dāng)系統(tǒng)處于等待絎縫狀態(tài)是:
第一步 按F8鍵 進(jìn)入自定義花樣載入�。如果已經(jīng)通過U盤導(dǎo)入花樣�����,在顯示欄就會進(jìn)行顯示相應(yīng)的演示花型��。如果沒有時(shí)���,就為空���。需要通過U盤進(jìn)行花型導(dǎo)入���。
第二步 按↑↓←→鍵和導(dǎo)入花樣選擇。按確定鍵進(jìn)行保存���,按Esc鍵進(jìn)行退出��。
1)U盤花型導(dǎo)入
處于F8自定義花型載入狀態(tài):
第一步 按F8鍵 進(jìn)入自定義花樣載入
第二步 插入U(xiǎn)盤��。(U盤中必須有dst文件才能進(jìn)行導(dǎo)入����。dst放在根目錄下)
第三步 按↑↓←→鍵和導(dǎo)入花樣選擇���。按確定鍵進(jìn)行保存�����,按Esc鍵進(jìn)行退出�����,切換到F8花型自定義載入界面�����。
2)刪除載入花型
處于F8自定義花型載入狀態(tài):
第一步 選擇刪除花型
第二步 按F11鍵����,彈出刪除對話框
第三步 選擇是,刪除���,選擇否����,取消
系統(tǒng)測試功能
當(dāng)系統(tǒng)處于等待絎縫狀態(tài)時(shí):
第一步 按F9鍵 進(jìn)入系統(tǒng)測試狀態(tài)
第二步 按F9鍵 進(jìn)入主軸測試�����。按↑進(jìn)增加���,按↓進(jìn)行減少���。按Esc鍵進(jìn)行退出主軸測試�����。退出時(shí)會進(jìn)行針位檢測。退出時(shí)如果主軸不停止�,查看針位顯示位是否有0-1變化。如果沒有變化���,可能是針位檢測無效����,檢查相應(yīng)電路����。
第三步 檢測針位是否在提升位
第四步 按←→鍵進(jìn)行y方向移框,按↑↓鍵進(jìn)行x方向移框
第五步 按Esc鍵退出系統(tǒng)測試
模擬絎縫功能(空走)
當(dāng)系統(tǒng)處于等待絎縫狀態(tài)時(shí)�����、處于絎縫后暫停狀態(tài)時(shí):
按←→鍵進(jìn)行前進(jìn)和后退���。
速度調(diào)節(jié)功能
當(dāng)系統(tǒng)處于等待絎縫狀態(tài)時(shí)��,或者處于絎縫狀態(tài)時(shí):
按↑↓鍵進(jìn)行速度加減�,每次轉(zhuǎn)速上升或者下降100�。為2000轉(zhuǎn)/分鐘,最低位200轉(zhuǎn)/分鐘���,建議正常工作轉(zhuǎn)速:1200-1700轉(zhuǎn)/分鐘��。
快速定位功能
在系統(tǒng)需要找到前面的絎縫定位點(diǎn)是:
第一步 按F10鍵進(jìn)入快速定位狀態(tài)
第二步 按←→鍵為慢速尋找定位點(diǎn)����,按↑↓鍵為快速尋找定位點(diǎn)
第三步 等機(jī)器找到此定位點(diǎn),按任意鍵停止尋找定位點(diǎn)����。
第四步 按確定鍵等機(jī)頭移動到該位置后,可以繼續(xù)絎縫��。
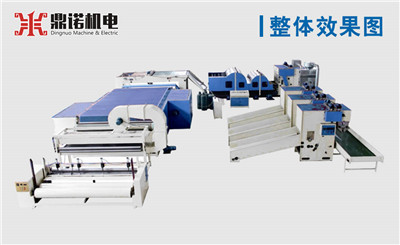
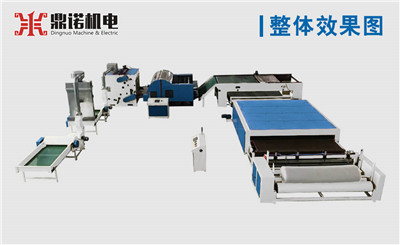
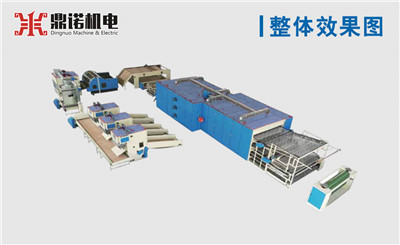
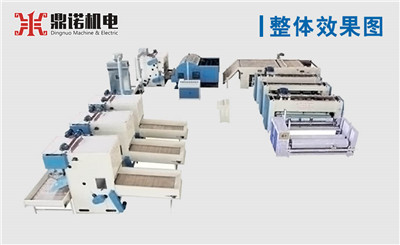
江蘇鼎諾機(jī)電有限公司是一家專業(yè)研發(fā)生產(chǎn)銷售電腦絎縫機(jī)���、梳理機(jī)�、開松機(jī)����、被褥生產(chǎn)線、全自動絎縫裁剪一體機(jī)等紡織機(jī)械設(shè)備的生產(chǎn)商����,歡迎各界朋友參觀考察�。

壓腳調(diào)節(jié)方法")


 微信公眾號
微信公眾號 微信小程序
微信小程序 百度小程序
百度小程序
 請掃描圖中二維碼
請掃描圖中二維碼















 掃一掃
掃一掃